- Catalogs
- ARO WELDING TECHNOLOGIES
- ARO Electrodes
ARO Electrodes
ARO Electrodes
ARO is a prominent company in resistance welding, offering a variety of electrodes known for their durability and performance. This document details the specifications and guidelines for using ARO electrodes.
Metal Characteristics: Electrodes should have excellent electrical and thermal conductivity, mechanical strength, and optimal hardness when hot. Chromium copper with zirconium is preferred.
Design: The design must ensure reliable welding and effective heat dissipation, with a focus on the thickness between the electrode's active surface and the cooling channel.
Proper usage can extend electrode lifespan, considering machine settings, power and force ratings, water supply, and surface conditions.
Guidance on electrode selection based on materials like mild steel, stainless steel, and aluminum, categorizing weldability from excellent to unsatisfactory.
Outlines suitable electrode materials for different applications, such as copper-chrome-zirconium for mild steels.
Electrodes must withstand severe conditions, supporting force and current. Key characteristics include material, profile, dimension, and cooling.
ARO electrodes are designed for specific welding needs, focusing on durability and efficiency, with comprehensive guidelines for optimal results.
The document also covers technical specifications for welding equipment and accessories, including aerosols, elastomer heads, electrode holders, and dynamometers, along with ARO's global contact information.
- Aerosol for Tool Protection: A 400 ml aerosol for tool protection with a non-flammable propellant.
- Elastomer Heads: Designed for flexibility and even force distribution, with features like double guides and cooled electrode holders.
- Electrode Holders: PESS-E and PESS-V models reduce arcing and extend electrode life.
- Shanks for Welding: CESS and CVSS shanks feature a clinker-blower system with air supply and cooling options.
- Pneumatic Hand Grinder: A modular milling grinder suitable for electrode diameters from 9 to 25 mm.
- Dynamometers: Available in mechanical and digital forms for precise static force measurement.
- Regular maintenance and cleaning of equipment are essential for optimal performance.
- Proper installation and use of elastomer heads and electrode holders are crucial.
Includes contact details for ARO's subsidiaries in various countries.
The information is based on technical characteristics at the time of printing and may change as part of ARO's product improvement policy.
Catalog excerpts

ARO ELECTRODES: MASTERY OF A TRADE Present on every continent with the widest range of products in the world, ARO occupies a leading position in its activity. Its new range of electrodes is the result of an incomparable know-how acquired over half a century entirely dedicated to a trade: resistance welding. It is not by chance that for many users ARO electrodes have become the benchmark. Making the most of the experience it has gained both on production sites and following thousands of hours' testing in the laboratory, ARO is now proposing an advanced range with improved longevity and working quality performances.
Open the catalog to page 1
Electrode criteria THE METAL The metal used to manufacture the electrodes must have the following characteristics: excellent conductivity in order to oppose the least possible resistance to the current; a good thermal conductivity to ensure rapid heat dissipation; mechanical properties in order to avoid cracking under the effect of impacts. The metal must have an optimum hardness when hot, which does not mean the maximum hardness that could be obtained by work-hardening (1). The metal must be sufficiently hard to avoid it being crushed under the compression force, and it must keep this optimum...
Open the catalog to page 2
As a general rule, the end of the tube must be situated at a distance of 1 to 5 mm from the bottom of the channel. Indeed, if this distance is too great, a pool of stagnant water forms at the bottom and is rapidly transformed into vapour preventing any cooling (Fig. 3). In order to cope with the particular requirements dictated by the configuration or to enable access to the parts to be welded, ARO has designed special electrode shapes. There are a large number of variants one of which, intended for welding tubes, is illustrated in figure 4. Furthermore, given the many advantages of ARO's swivel...
Open the catalog to page 3
Although the application of the above-mentioned relationship leads to electrodes with a wide basic diameter being used, these electrodes are not however oversized. On the contrary, their thermal cycle (temperature variation in service) is more favorable and, when welding galvanized sheets for example, their longevity without any reworking will be all the better. Furthermore, a large electrode cross-section is a determining factor for improving the machine's secondary efficiency by reducing the current density (A/mm?) passing through the electrodes and, consequently, their ohmic resistance. Phosphor...
Open the catalog to page 4
> NATURE OF THE ELECTRODES' ACTIVE FACE The table below indicates the nature of the electrodes to be used according to the metallurgical type of the parts to be welded, their shape, and the type of assembly to be made. • of mild steels (whether pickled or not), not coated (galvanized, zinc-plated, aluminized, chrome-plated, nickel-plated, Welding tin-plated, etc.) • of stainless steels • of heat-resisting steels • of aluminum Welding • of aluminized steel • of pure copper Welding • of lightly alloyed copper • copper/brass Welding • of copper wires Welding • of tantalum • of silicon steel • of...
Open the catalog to page 5
Electrode characteristics In a resistance welding machine, the electrodes are the components that are submitted to the most severe service conditions, since they must simultaneously support all of the force and all of the current. One of the key factors for success lies in the choice of its characteristics, that is to say: □ Material □ Profile and dimension □ Cooling > Material To make the electrodes, we use alloys that maintain a high degree hardness at the welding temperatures and a conductivity close to that of copper. The table below indicates these alloys' characteristics and applications....
Open the catalog to page 6
Tips of female detachable electrodes * Can be delivered within 24 hours in an emergency.
Open the catalog to page 7
offset, adjustable 90° elbow, rough cast surface
Open the catalog to page 14
straight, centered dome (special light alloy) tube welding
Open the catalog to page 15
Electrodes for end mounting – Ø19.8 Used on S 2000 and S 3000 welding guns and on N 33 machines. NUT AND HALF-BUSHING FOR END MOUNTING OF ELECTRODE Electrode reference Half-bushing reference
Open the catalog to page 16
Electrodes for end mounting - Ø24.5 Used on S 4000 and S 6000 welding guns and on MA - MC - MD and PA machines. NUT AND HALF-BUSHING FOR END MOUNTING OF ELECTRODE Electrode reference Half-bushing reference
Open the catalog to page 17
Complete electrodes (shanks) 0 (mm)
Open the catalog to page 19
Electrodes for MOS machines> Angle shanks 0 25
Open the catalog to page 20
Intermediate cones Interior 0 B
Open the catalog to page 23
Straight extensions Cooling tube (to be cut to length at 45 degrees) * Blind drilling
Open the catalog to page 24
Straight and cambered extensions D1
Open the catalog to page 26
Electrode-holder subassembly Morse taper attachment Centered model Ref. WG 900 273
Open the catalog to page 28
Electrode-holder subassembly Clamp attachment Center clamp model Ref. WG 900 276 Right-hand clamp model Ref. WG 900 277 Left-hand clamp model Ref. WG 900 278
Open the catalog to page 29
Electrode holder > For flat-arm models for upright or tilted electrode bodies * These electrode holders are made of two parts : O a chromium copper body which is attached to the arm of the welding machine, O a cadmium-plated steel cap that clamps the electrode, clamping is ensured by 0 10 hex head socket screws or 0 12 hex head socket screws. These electrode holders should preferably be attached with 0 16 mm studs and a normal nut and a steel washer external diameter 45 mm, thickness 5 mm. * The non-functional dimensions are rough cast
Open the catalog to page 30
> For flat-arm models for horizontal electrodes * These electrode holders are made of two parts: O a chromium copper body which is attached to the arm of the welding machine, O a cadmium-plated steel cap that clamps the electrode shank, clamping is ensured by 0 10 hex head socket screws. * The non-functional dimensions are rough cast
Open the catalog to page 31
> Models with intermediate part A * The electrode holder A should preferably be attached with 2 studs 0 16 mm and 2 normal nuts along with 2 steel washers external 0 45 mm, thickness 5 mm. > Models with intermediate part B * Delivered with 1 straight fitting + 1 elbow fitting and 2 installed plugs. Electrode holder B must be attached with 4 screws 0 12 mm on press platens. > Models with intermediate part C The intermediate part C is installed in electrode holder A and B. * The non-functional dimensions are rough cast.
Open the catalog to page 32All ARO WELDING TECHNOLOGIES catalogs and technical brochures
 ARO Standard OMEGA machines
ARO Standard OMEGA machines3 Pages
 ARO Ergoweld 13K
ARO Ergoweld 13K2 Pages
 ARO Standard P machines
ARO Standard P machines20 Pages
 ARO Standard M Machines
ARO Standard M Machines16 Pages
 ARO Spring Balancers XLC
ARO Spring Balancers XLC2 Pages
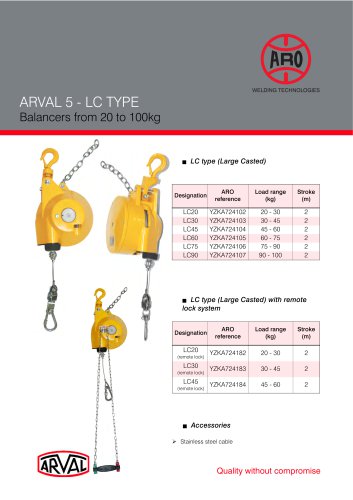 ARO Spring Balancers LC
ARO Spring Balancers LC2 Pages
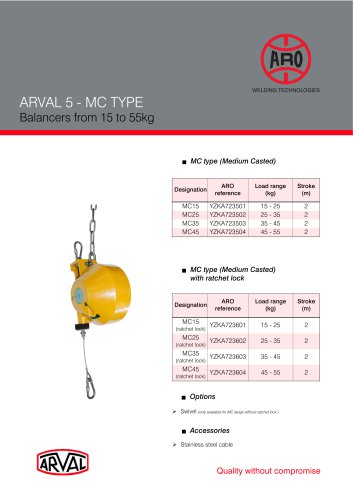 ARO Spring Balancers MC
ARO Spring Balancers MC2 Pages
 ARO Spring Balancers XS
ARO Spring Balancers XS2 Pages
 ARO Robotic 3G Gun
ARO Robotic 3G Gun8 Pages
 ARO Technologies Overview
ARO Technologies Overview8 Pages