- Catalogues
- SECO TOOLS
- R220.54 DOUBLE QUATTROMILL™ 14
- Société
- Produits
- Catalogues
- News & Trends
- Salons
R220.54 DOUBLE QUATTROMILL™ 14

R220.54 DOUBLE QUATTROMILL™ 14
Seco Tools AB propose une gamme complète de produits de fraisage frontal pour le dégrossissage, la semi-finition et la finition, utilisant des technologies brevetées et des nuances d'inserts de haute qualité.
Le fraisage frontal se caractérise par une surface perpendiculaire à l'axe de la fraise, avec des opérations de dégrossissage pour un enlèvement maximal de métal et des opérations de finition pour une qualité de surface optimale.
Les forces de coupe, influencées par l'angle d'attaque, sont cruciales pour la sélection de la fraise. Les angles de coupe axiaux et radiaux influencent la performance, avec des fraises comme l'Octomill™ offrant une coupe douce mais une résistance réduite du bord de coupe.
Les fraises à poches fixes sont rigides, tandis que les fraises à cassette permettent un ajustement pour éliminer le faux-rond axial. Les inserts peuvent être fixés par vis centrale ou système de coin.
La géométrie des inserts, la vitesse et l'avance sont critiques pour la finition de surface. Les inserts à essuie-glace améliorent la rugosité en réduisant les marques d'usinage.
Une épaisseur moyenne des copeaux adéquate est essentielle pour la durée de vie de l'outil et la qualité de coupe, évitant les vibrations et une mauvaise finition.
Le fraisage en avalant est préféré pour une meilleure durée de vie de l'outil, bien que le fraisage en opposition soit parfois nécessaire pour des machines moins stables.
Un bon positionnement de la fraise évite des forces de coupe défavorables et prolonge la durée de vie de l'outil, favorisant le fraisage en avalant.
Seco propose des solutions variées, comme le Quattromill™ pour une coupe facile et le Double Quattromill™ pour une solution économique.
Ce système offre flexibilité et économie avec deux angles de tête et une grande capacité de profondeur de coupe, optimisé pour la longévité et l'impact environnemental réduit.
Les tests ont montré que le Double Quattromill™ 14 offre une bonne formation de copeaux, une durée de vie d'outil fiable et une consommation d'énergie réduite.
- Vitesse de coupe : 30 m/min
- Vitesse de rotation : 95 tr/min
- Avance par dent : 0,15 mm/dent
- Vitesse d'avance : 115 mm/min
- Profondeur de coupe : 2,16 mm
- Largeur de coupe : 70 mm
90 minutes pour 2 plans et 2 épaulements sur la pièce.
- Matériau : Inconel 625
- Opération : Fraisage en bout
- Machine : Mazak ISO 50
- Objectif : Priorité à la durée de vie de l'outil
- Résultat : L'angle de 68 degrés a offert une meilleure durée de vie de l'outil.
Extraits du catalogue

Copyright © 2018 Seco Tools AB Copyright © Seco Tools A
Ouvrir le catalogue en page 1
SAFETY FIRST Emergency Exit Assembly Point Protective Equipment Copyright © Seco Tools AB
Ouvrir le catalogue en page 2
▪ R220.54 DOUBLE QUATTROMILL™ 14 Seco and face milling Seco has a long and proud history in face milling. Today, we offer a wide range of face milling products to meet the roughing, semifinishing and finishing needs of our customers. With our modern production techniques and patented technology, combined with our world class insert grades, Seco offers a comprehensive array of cutters to overcome a variety of machining challenges. Copyright © Seco Tools AB
Ouvrir le catalogue en page 3
What is face milling? ■ In face milling the surface is perpendicular to the cutter axis. ■ Face milling can be used for roughing, semi finishing and finishing. • Roughing operations are completed to create a plainer surface with the highest metal removal possible. • Semi-finishing usually requires a nice surface appearance and can be combined with a roughing operation. • Finishing operations typically have a small depth of cut combined with tight requirements on surface quality, and parameters are often measured with Ra, Rz and/or waviness specifications. Copyright © Seco Tools AB
Ouvrir le catalogue en page 4
Copyright © Seco Tools AB 5
Ouvrir le catalogue en page 5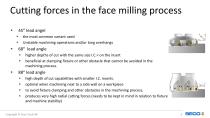
■ the most common variant used ■ Unstable machining operations and/or long overhangs ■ 68° lead angle ■ higher depths of cut with the same size I.C.< on the insert ■ beneficial at clamping fixture or other obstacle that cannot be avoided in the machining process. lead angle high depth of cut capabilities with smaller I.C. inserts. optimal when machining next to a side wall on a workpiece to avoid fixture clamping and other obstacles in the machining process. produces very high radial cutting forces (needs to be kept in mind in relation to fixture and machine stability) Copyright © Seco Tools...
Ouvrir le catalogue en page 6
■ The cutting geometry has a big impact on tool performance ■ The combination of axial and radial rake angles and the lead angles influences how the cutter will perform. ■ The primary angles that should be noted are ■ Lead angle (KAPR) ■ Axial rake angle (GAMP) ■ Radial rake angle (GAMF) ■ Altering these angles results in many potential combinations, each providing different behaviors and features. Copyright © Seco Tools AB
Ouvrir le catalogue en page 7
Positive axial rake (GAMP) and positive radial rake (GAMF) face mill ■ Example: Octomill™ ■ Benefits • Smooth cutting action that produces low cutting forces • Very good chip évacuation, idéal in sticky materials • Good surface smoothness, less risk of vibrations • Reduced risk of chip jamming, reduced risk of marking of the worl ■ Disadvantages • Reduced cutting edge strength • Unfavorable entry contact • Tendency to pull the workpiece upwards away from the machine table or fixture clamping Copyright © Seco Tools AB
Ouvrir le catalogue en page 8
Positive axial rake (GAMP) and positive radial rake (GAMF) face mills ■ When to apply on the machine ■ Lower powered spindles ■ At stable setup ■ In sticky materials like stainless steels and titanium ■ Weak spindles with a lot of "play" Note: Weak spindles with a lot of "play" or very weak fixturing can be problematic with this type of system because of the tendency to pull the workpiece up and away from the machine table. Copyright © Seco Tools AB
Ouvrir le catalogue en page 9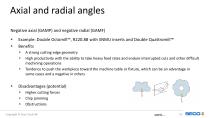
Négative axial (GAMP) and négative radial (GAMF) ■ Example: Double Octomill™, R220.88 with SNMU inserts and Double Quattromill™ ■ Benefits ■ A strong cutting edge geometry ■ High productivity with the ability to take heavy feed rates and endure interrupted cuts and other difficult machining operations ■ Tendency to push the workpiece toward the machine table or fixture, which can be an advantage in some cases and a negative in others ■ Disadvantages (potential) ■ Higher cutting forces ■ Chip jamming ■ Obstructions Copyright © Seco Tools AB
Ouvrir le catalogue en page 10
Axial and radial angles Negative axial (GAMP) and negative radial (GAMF) ▪ ▪ Example: Double Octomill™, R220.88 with SNMU inserts and Double Quattromill™ When to apply on the machine ▪ ▪ ▪ ▪ Ideal for steels and cast irons can also be effective in stainless steels and super alloys if the insert is provided with the proper cutting edge and high positive rake angles. Food choices for heavy duty, strong spindles and on rigid setups. When using high positive geometries, such as ME12 and M12 for Double Octomill, this cutter can be applied on less rigid and strong spindles (will require some consideration...
Ouvrir le catalogue en page 11
Positive axial (GAMP) and négative radial (GAMF). ■ Example: Quattromill™ ■ Benefits: ■ Good chip removal from the cutting zone ■ Suitable for machining sticky materials ■ Favorable cutting forces with very little axial push or pull, optimal for unstable machining operations Disadvantages (potential) ■ Typically single sided inserts with less number of edges per insert Copyright © Seco Tools AB
Ouvrir le catalogue en page 12
■ The operation zone for this type of geometry is wide because it combines the advantages of both positive axial cutting rakes and negative radial rakes, which make for an easy cutting system with strong edge protection. Copyright © Seco Tools AB
Ouvrir le catalogue en page 13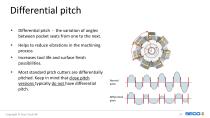
■ Differential pitch - the variation of angles between pocket seats from one to the next. ■ Helps to reduce vibrations in the machining process ■ Increases tool life and surface finish possibilities. ■ Most standard pitch cutters are differentially pitched. Keep in mind that close pitch versions typically do not have differential pitch. Copyright © Seco Tools AB 14 SECO
Ouvrir le catalogue en page 14
Different types of cutters ■ Fixed pocketed cutters ■ Inserts are mounted and fixed in the cutter body with insert screws or wedges. ■ The most rigid types since they are contained in the solid cutter body. ■ Default selection when adjustability is not needed to compensate for runout. ■ Cassette cutters ■ Offer the versatility of adjustment to eliminate or reduce axial runout. Offer the ability to replace one pocket by replacing a cassette instead of entire cutter body. ■ Disadvantages: ■ More spare parts ■ In some cases a less rigid cutter ■ Offer limited number of teeth Copyright © Seco Tools...
Ouvrir le catalogue en page 15Tous les catalogues et fiches techniques (PDF) SECO TOOLS
 SECO NEWS
SECO NEWS310 Pages
 Solid End Mills.pdf
Solid End Mills.pdf641 Pages
 Indexable Milling Catalog.pdf
Indexable Milling Catalog.pdf856 Pages
 Taper-Face Toolholders.pdf
Taper-Face Toolholders.pdf23 Pages
 GL25-HEADS RANGE EXPANSION
GL25-HEADS RANGE EXPANSION13 Pages
 SECO NEWS SUMMARY 2019.1
SECO NEWS SUMMARY 2019.19 Pages
 DOUBLE OCTOMILL™
DOUBLE OCTOMILL™2 Pages
 PRODUCT SUMMARY
PRODUCT SUMMARY2 Pages
 SECO NEWS SUMMARY 2018.1
SECO NEWS SUMMARY 2018.114 Pages
 POZVÁNKA ZD KOVOSVIT
POZVÁNKA ZD KOVOSVIT1 Page
 Machinability_poster
Machinability_poster1 Page
 SQUARE T4
SQUARE T42 Pages
 SECO Product summary
SECO Product summary2 Pages
 DURATOMICTM
DURATOMICTM16 Pages
 QUATTROMILL-AL™
QUATTROMILL-AL™2 Pages


Catalogues archivés
 CATALOGUE ET GUIDE TECHNIQUE 2018
CATALOGUE ET GUIDE TECHNIQUE 2018407 Pages
 Fraise-disque 335.25
Fraise-disque 335.252 Pages
 DISC MILLING
DISC MILLING36 Pages


- Fraise pour l'aéronautique Seco
- Fraise pour métal Seco
- Foret pour l'aéronautique
- Foret monobloc
- Foret pour métaux
- Fraise au carbure
- Fraise au diamant
- Foret en carbure
- Fraise PCD
- Fraise pour composites
- Fraise pour l'aérospatiale
- Fraise à plaquettes
- Fraise d'angle
- Fraise pour aluminium Seco
- Mandrin
- Mandrin pour l'aéronautique
- Fraise pour acier
- Fraise de finition
- Foret en diamant
- Foret pour composites